![]()
Intelligence Factory For the Future
LOADING...






Intelligence Factory For the Future
ニュース
NEWS
-
04.23
2024展示会㈱山本金属製作所が『2024国際ウエルディングショー』に出展します2024年4月24日(水)~27日(土) -
04.02
2024プレスリリース山本金属グループ ブランドムービーを公開しました -
02.20
2024展示会2024/3/7(木)~3/8(金)『第36回日本喉頭科学会総会・学術講演会』に出展します@ウエスティン都ホテル京都
ニュース一覧へ
事業紹介
OUR
OUR
BUSINESS

会社情報
COMPANY
会社情報へ


工場紹介
FACTORY
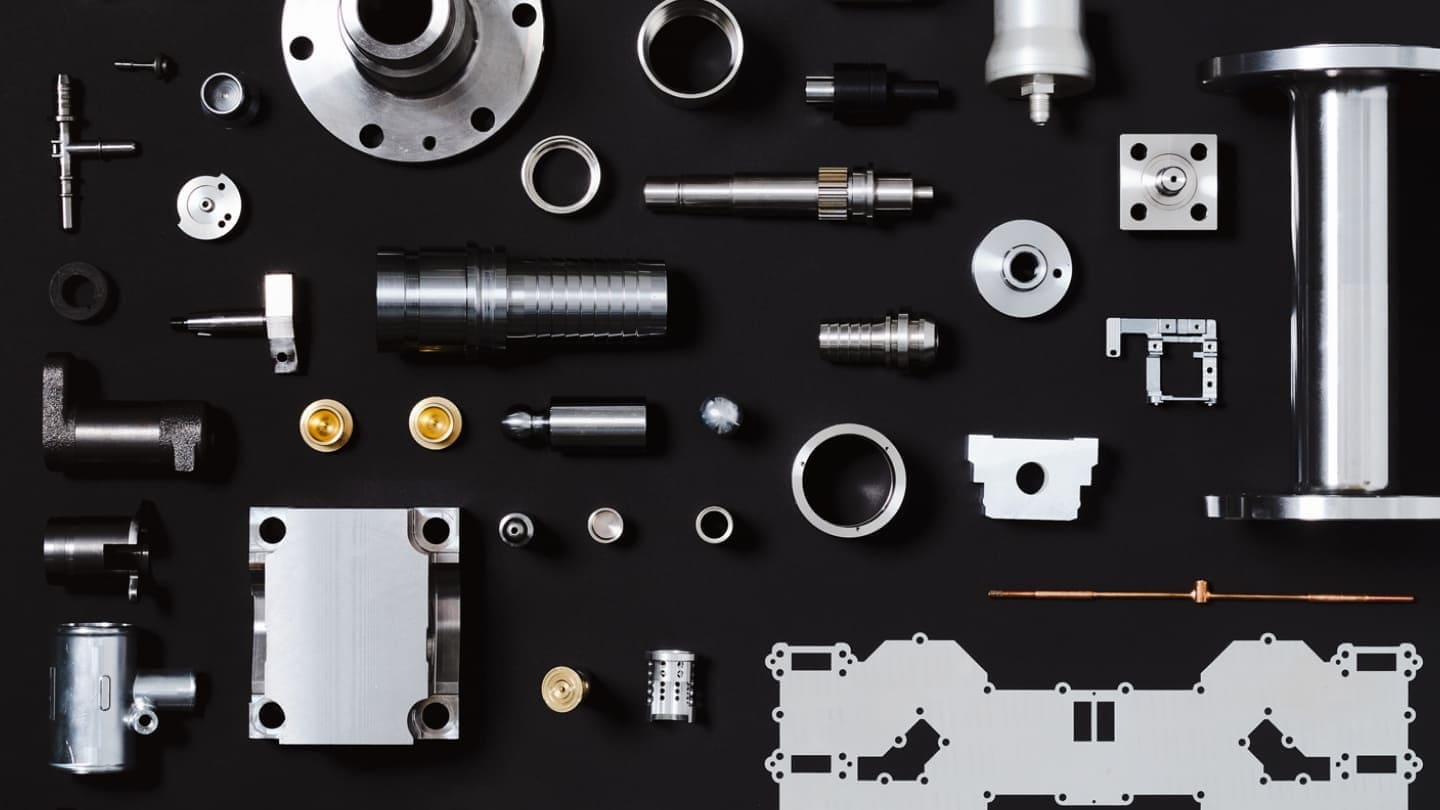
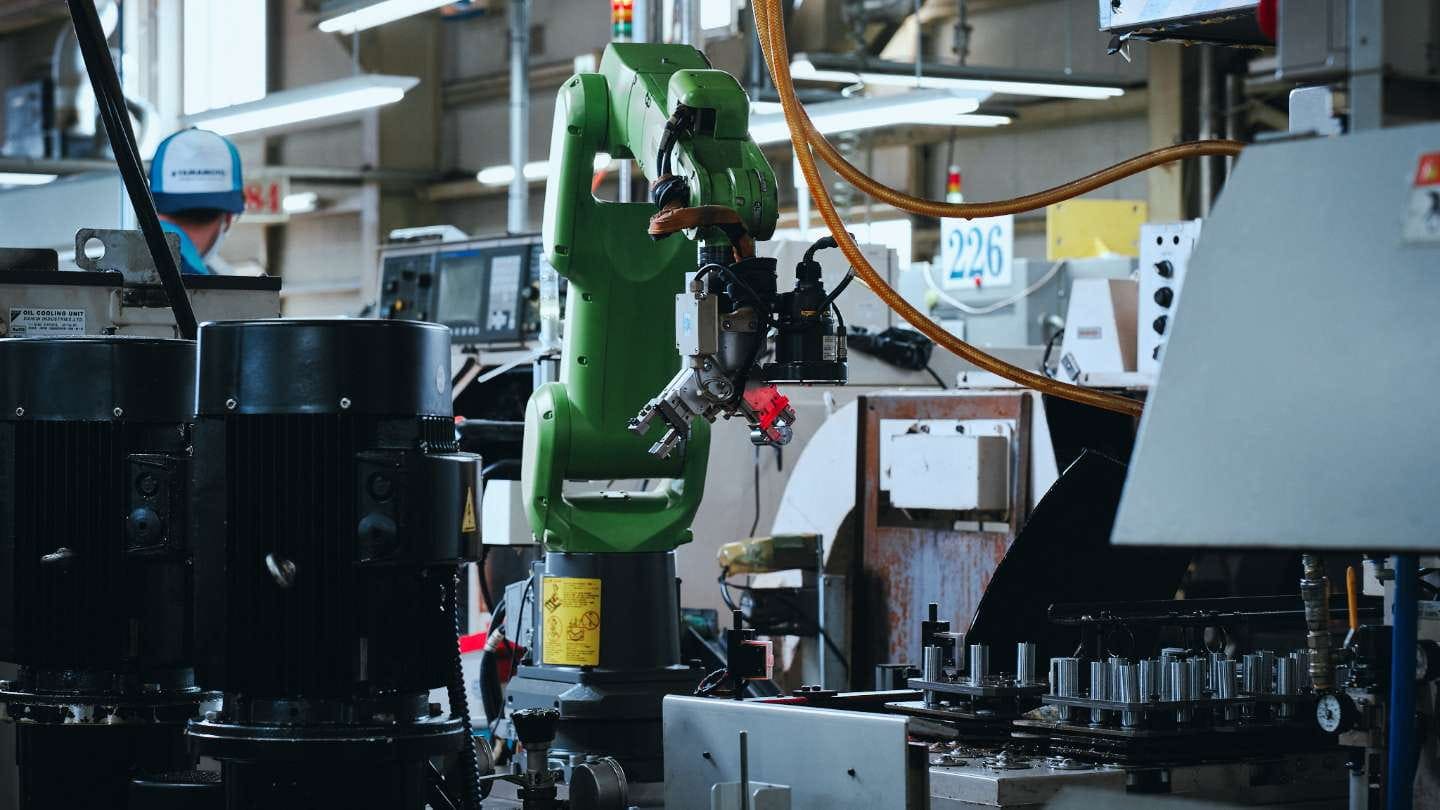
お客さまからご依頼される多種多様なオーダーを、高精度な製品でお応えするための様々な精密機械の種類や詳細などの工場設備と、現場風景をフォトギャラリーでご紹介します。
採用情報
RECRUIT
「ものづくり」×「人」、山本金属グループにて一括採用をしています